四川 水处理设备产品中心
净化水 · 反渗透 · 过滤 · 去离子 · 软化水 · 消毒 · 全系列 厂家直销

不锈钢集成净水设备
针对不同浊度原水采用多级过滤,出水浊度稳定低于1NTU,模块化设计占地小。

小型实验室去离子水机
模块化设计,可根据产能灵活扩展,改造升级方便。,尤其适用于四川地区天府之国与西部电子高地的用水场景

医药纯化水反渗透设备
针对苦咸水、高硬度水定制预处理组合,膜寿命延长30%以上。

叠片式过滤器
用于预处理与终端精滤,配套反渗透、超滤等深度处理单元效果更佳。

锅炉补水反渗透除盐装置
撬装一体化设计,现场安装周期短,开机即可投入运行。

泳池臭氧消毒一体机
紫外线/臭氧/二氧化氯多种工艺可选,匹配不同水质与处理量。

不锈钢保安过滤器
玻璃钢/不锈钢罐体可选,承压稳定,耐腐蚀,适合多种工况。,尤其适用于四川地区天府之国与西部电子高地的用水场景

光催化二氧化钛消毒设备
配备智能清洗与强度监测,运行稳定,维护周期长。

活性炭过滤器
用于预处理与终端精滤,配套反渗透、超滤等深度处理单元效果更佳。,尤其适用于四川地区天府之国与西部电子高地的用水场景

食品行业反渗透纯水系统
撬装一体化设计,现场安装周期短,开机即可投入运行。

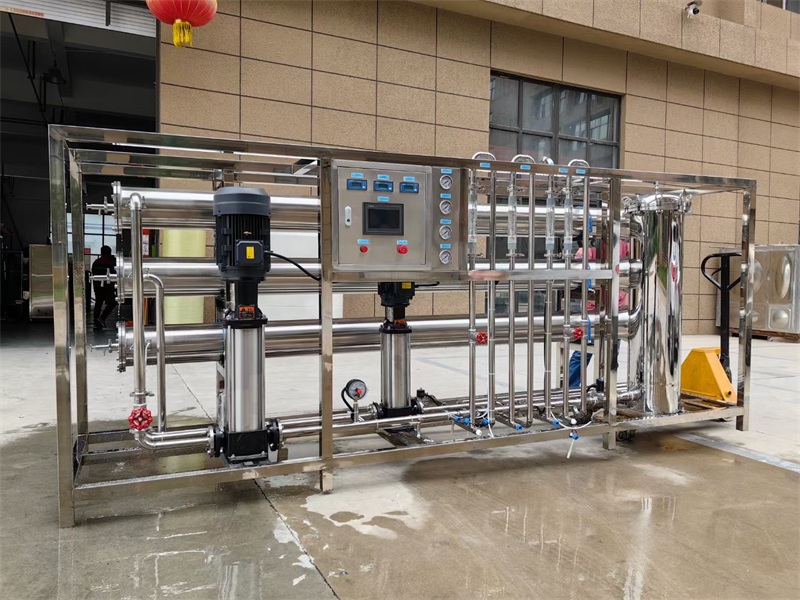
模块化集成反渗透水处理设备
采用进口反渗透膜,脱盐率高,运行压力低,吨水能耗优于行业标准。,尤其适用于四川地区天府之国与西部电子高地的用水场景

水箱臭氧自洁装置
304/316L 不锈钢腔体,杀菌效率高,无化学残留,绿色环保。,尤其适用于四川地区天府之国与西部电子高地的用水场景

商用一体式软水器
罐体采用玻璃钢或不锈钢材质,承压耐腐蚀,长期使用无渗漏。

树脂再生型去离子水设备
全自动运行,配备电导率在线监测,水质异常自动报警。

地表水一体化净化设备
智能反冲洗控制,压差与时间双触发,节能降耗,维护简便。

工业抗污染反渗透设备
采用进口反渗透膜,脱盐率高,运行压力低,吨水能耗优于行业标准。

RO+EDI 一体化反渗透超纯水设备
全自动 PLC 控制,关键参数实时显示,可远程监控与故障报警。

锅炉专用软化水装置
罐体采用玻璃钢或不锈钢材质,承压耐腐蚀,长期使用无渗漏。

纳滤反渗透组合处理设备
一/双级反渗透可灵活配置,出水电导率稳定可控,满足不同工艺需求。

电镀专用去离子水处理设备
广泛配套电子半导体、实验室、医疗器械等高纯水场景。

一体化井水净化设备
针对不同浊度原水采用多级过滤,出水浊度稳定低于1NTU,模块化设计占地小。

商用直饮水净化装置
集成絮凝、沉淀、过滤工艺,全自动运行,广泛用于饮用水与工业预处理。

农村饮用水净化机组
采用食品级材质与精密滤芯,长期运行无二次污染,运营成本低。

地表水一体化净化设备
适合山区、农村、校园、酒店等多场景的饮用水净化需求。,尤其适用于四川地区天府之国与西部电子高地的用水场景

工业循环水净化处理设备
智能反冲洗控制,压差与时间双触发,节能降耗,维护简便。,尤其适用于四川地区天府之国与西部电子高地的用水场景

小区管道直饮水净化系统
针对不同浊度原水采用多级过滤,出水浊度稳定低于1NTU,模块化设计占地小。,尤其适用于四川地区天府之国与西部电子高地的用水场景

超滤净化水一体机
集成絮凝、沉淀、过滤工艺,全自动运行,广泛用于饮用水与工业预处理。

不锈钢集成净水设备
采用食品级材质与精密滤芯,长期运行无二次污染,运营成本低。,尤其适用于四川地区天府之国与西部电子高地的用水场景

全自动多级净化水装置
适合山区、农村、校园、酒店等多场景的饮用水净化需求。,尤其适用于四川地区天府之国与西部电子高地的用水场景

酒店用水净化水处理设备
智能反冲洗控制,压差与时间双触发,节能降耗,维护简便。

食品生产用水净化机组
针对不同浊度原水采用多级过滤,出水浊度稳定低于1NTU,模块化设计占地小。

地下水除浊净化设备
集成絮凝、沉淀、过滤工艺,全自动运行,广泛用于饮用水与工业预处理。

模块化净水净化系统
采用食品级材质与精密滤芯,长期运行无二次污染,运营成本低。,尤其适用于四川地区天府之国与西部电子高地的用水场景

小型移动式净化水设备
适合山区、农村、校园、酒店等多场景的饮用水净化需求。,尤其适用于四川地区天府之国与西部电子高地的用水场景

陶瓷膜净化水处理装置
智能反冲洗控制,压差与时间双触发,节能降耗,维护简便。

河水景观水净化设备
针对不同浊度原水采用多级过滤,出水浊度稳定低于1NTU,模块化设计占地小。,尤其适用于四川地区天府之国与西部电子高地的用水场景

前置预处理净化机组
集成絮凝、沉淀、过滤工艺,全自动运行,广泛用于饮用水与工业预处理。

智能监控一体化净水设备
采用食品级材质与精密滤芯,长期运行无二次污染,运营成本低。,尤其适用于四川地区天府之国与西部电子高地的用水场景

学校直饮水净化设备
适合山区、农村、校园、酒店等多场景的饮用水净化需求。

中水回用前置净化装置
智能反冲洗控制,压差与时间双触发,节能降耗,维护简便。

工业去离子水设备
RO+EDI 一体化工艺,出水电阻率稳定达 15MΩ·cm 以上,满足电子与医药用水。,尤其适用于四川地区天府之国与西部电子高地的用水场景

RO+EDI 一体化超纯水装置
模块化设计,可根据产能灵活扩展,改造升级方便。,尤其适用于四川地区天府之国与西部电子高地的用水场景

阴阳离子交换纯水设备
采用优质离子交换树脂与膜组件,再生周期长,药剂消耗低。,尤其适用于四川地区天府之国与西部电子高地的用水场景
离子交换混床去离子装置
全自动运行,配备电导率在线监测,水质异常自动报警。,尤其适用于四川地区天府之国与西部电子高地的用水场景

一级反渗透去离子水机组
广泛配套电子半导体、实验室、医疗器械等高纯水场景。,尤其适用于四川地区天府之国与西部电子高地的用水场景

二级反渗透 EDI 超纯水设备
RO+EDI 一体化工艺,出水电阻率稳定达 15MΩ·cm 以上,满足电子与医药用水。

小型实验室去离子水机
模块化设计,可根据产能灵活扩展,改造升级方便。

电镀专用去离子水处理设备
采用优质离子交换树脂与膜组件,再生周期长,药剂消耗低。

电子行业高纯水制取设备
全自动运行,配备电导率在线监测,水质异常自动报警。

全自动除盐水设备
广泛配套电子半导体、实验室、医疗器械等高纯水场景。

EDI 电除盐超纯水系统
RO+EDI 一体化工艺,出水电阻率稳定达 15MΩ·cm 以上,满足电子与医药用水。,尤其适用于四川地区天府之国与西部电子高地的用水场景

锅炉补给去离子水装置
模块化设计,可根据产能灵活扩展,改造升级方便。,尤其适用于四川地区天府之国与西部电子高地的用水场景

移动式去离子水设备
采用优质离子交换树脂与膜组件,再生周期长,药剂消耗低。

不锈钢一体式去离子水机组
全自动运行,配备电导率在线监测,水质异常自动报警。

树脂再生型去离子水设备
广泛配套电子半导体、实验室、医疗器械等高纯水场景。,尤其适用于四川地区天府之国与西部电子高地的用水场景

医药纯化水配套去离子装置
RO+EDI 一体化工艺,出水电阻率稳定达 15MΩ·cm 以上,满足电子与医药用水。,尤其适用于四川地区天府之国与西部电子高地的用水场景

半导体超纯水制取设备
模块化设计,可根据产能灵活扩展,改造升级方便。

井水除盐去离子水处理系统
采用优质离子交换树脂与膜组件,再生周期长,药剂消耗低。,尤其适用于四川地区天府之国与西部电子高地的用水场景

连续电去离子超纯水设备
全自动运行,配备电导率在线监测,水质异常自动报警。

智能监控型去离子水系统
广泛配套电子半导体、实验室、医疗器械等高纯水场景。

一级反渗透纯水设备
采用进口反渗透膜,脱盐率高,运行压力低,吨水能耗优于行业标准。

双级反渗透水处理装置
全自动 PLC 控制,关键参数实时显示,可远程监控与故障报警。,尤其适用于四川地区天府之国与西部电子高地的用水场景

全自动 RO 反渗透纯水机组
针对苦咸水、高硬度水定制预处理组合,膜寿命延长30%以上。,尤其适用于四川地区天府之国与西部电子高地的用水场景

工业抗污染反渗透设备
一/双级反渗透可灵活配置,出水电导率稳定可控,满足不同工艺需求。

小型一体式反渗透净水机
撬装一体化设计,现场安装周期短,开机即可投入运行。

商用纯净水反渗透设备
采用进口反渗透膜,脱盐率高,运行压力低,吨水能耗优于行业标准。,尤其适用于四川地区天府之国与西部电子高地的用水场景

井水苦咸水反渗透淡化装置
全自动 PLC 控制,关键参数实时显示,可远程监控与故障报警。

RO+EDI 一体化反渗透超纯水设备
针对苦咸水、高硬度水定制预处理组合,膜寿命延长30%以上。,尤其适用于四川地区天府之国与西部电子高地的用水场景

食品行业反渗透纯水系统
一/双级反渗透可灵活配置,出水电导率稳定可控,满足不同工艺需求。,尤其适用于四川地区天府之国与西部电子高地的用水场景

电子工艺反渗透纯水设备
撬装一体化设计,现场安装周期短,开机即可投入运行。

锅炉补水反渗透除盐装置
采用进口反渗透膜,脱盐率高,运行压力低,吨水能耗优于行业标准。

移动式反渗透水处理设备
全自动 PLC 控制,关键参数实时显示,可远程监控与故障报警。,尤其适用于四川地区天府之国与西部电子高地的用水场景

不锈钢机架反渗透设备
针对苦咸水、高硬度水定制预处理组合,膜寿命延长30%以上。,尤其适用于四川地区天府之国与西部电子高地的用水场景

PLC 智能监控反渗透机组
一/双级反渗透可灵活配置,出水电导率稳定可控,满足不同工艺需求。

纳滤反渗透组合处理设备
撬装一体化设计,现场安装周期短,开机即可投入运行。

中水回用反渗透浓缩装置
采用进口反渗透膜,脱盐率高,运行压力低,吨水能耗优于行业标准。

医药纯化水反渗透设备
全自动 PLC 控制,关键参数实时显示,可远程监控与故障报警。

大型工业大流量反渗透系统
针对苦咸水、高硬度水定制预处理组合,膜寿命延长30%以上。

自动冲洗反渗透纯水装置
一/双级反渗透可灵活配置,出水电导率稳定可控,满足不同工艺需求。

模块化集成反渗透水处理设备
撬装一体化设计,现场安装周期短,开机即可投入运行。

管道式紫外线消毒器
紫外线/臭氧/二氧化氯多种工艺可选,匹配不同水质与处理量。

水箱自洁消毒器
304/316L 不锈钢腔体,杀菌效率高,无化学残留,绿色环保。,尤其适用于四川地区天府之国与西部电子高地的用水场景

内置式水箱自洁消毒器
配备智能清洗与强度监测,运行稳定,维护周期长。

外置式水箱自洁消毒器
广泛用于饮用水、游泳池、养殖、医疗废水与回用水消毒。

臭氧发生器
模块化安装,可单独或串联组合使用,与前级工艺无缝衔接。,尤其适用于四川地区天府之国与西部电子高地的用水场景

臭氧水处理装置
紫外线/臭氧/二氧化氯多种工艺可选,匹配不同水质与处理量。

二氧化氯发生器
304/316L 不锈钢腔体,杀菌效率高,无化学残留,绿色环保。,尤其适用于四川地区天府之国与西部电子高地的用水场景

次氯酸钠发生器
配备智能清洗与强度监测,运行稳定,维护周期长。,尤其适用于四川地区天府之国与西部电子高地的用水场景

AOT 光催化消毒装置
广泛用于饮用水、游泳池、养殖、医疗废水与回用水消毒。

紫外线杀菌器
模块化安装,可单独或串联组合使用,与前级工艺无缝衔接。,尤其适用于四川地区天府之国与西部电子高地的用水场景

管道 UV 消毒设备
紫外线/臭氧/二氧化氯多种工艺可选,匹配不同水质与处理量。,尤其适用于四川地区天府之国与西部电子高地的用水场景

微电解水箱消毒机
304/316L 不锈钢腔体,杀菌效率高,无化学残留,绿色环保。

过流式紫外线消毒器
配备智能清洗与强度监测,运行稳定,维护周期长。

明渠式紫外线消毒设备
广泛用于饮用水、游泳池、养殖、医疗废水与回用水消毒。,尤其适用于四川地区天府之国与西部电子高地的用水场景

中压紫外线消毒器
模块化安装,可单独或串联组合使用,与前级工艺无缝衔接。,尤其适用于四川地区天府之国与西部电子高地的用水场景

电解式次氯酸发生器
紫外线/臭氧/二氧化氯多种工艺可选,匹配不同水质与处理量。

泳池臭氧消毒一体机
304/316L 不锈钢腔体,杀菌效率高,无化学残留,绿色环保。,尤其适用于四川地区天府之国与西部电子高地的用水场景

紫外线自动清洗消毒器
配备智能清洗与强度监测,运行稳定,维护周期长。,尤其适用于四川地区天府之国与西部电子高地的用水场景

水箱臭氧自洁装置
广泛用于饮用水、游泳池、养殖、医疗废水与回用水消毒。

光催化二氧化钛消毒设备
模块化安装,可单独或串联组合使用,与前级工艺无缝衔接。

全自动单罐软化水设备
采用优质钠型阳离子交换树脂,有效降低水质硬度,防止结垢。,尤其适用于四川地区天府之国与西部电子高地的用水场景

双阀双罐连续供水软水器
全自动控制阀按流量或时间再生,单/双罐可灵活组合,产水不间断。,尤其适用于四川地区天府之国与西部电子高地的用水场景

锅炉专用软化水装置
罐体采用玻璃钢或不锈钢材质,承压耐腐蚀,长期使用无渗漏。,尤其适用于四川地区天府之国与西部电子高地的用水场景

中央空调软水设备
广泛配套锅炉、空调、换热器、纺织印染、宾馆酒店等系统。,尤其适用于四川地区天府之国与西部电子高地的用水场景

家用全屋中央软水机
节能型逆流再生工艺,盐耗与水耗均优于传统软水器。,尤其适用于四川地区天府之国与西部电子高地的用水场景

商用一体式软水器
采用优质钠型阳离子交换树脂,有效降低水质硬度,防止结垢。,尤其适用于四川地区天府之国与西部电子高地的用水场景

手动型离子交换软水器
全自动控制阀按流量或时间再生,单/双罐可灵活组合,产水不间断。

流量型自动软水设备
罐体采用玻璃钢或不锈钢材质,承压耐腐蚀,长期使用无渗漏。

时间型全自动软水机
广泛配套锅炉、空调、换热器、纺织印染、宾馆酒店等系统。,尤其适用于四川地区天府之国与西部电子高地的用水场景

不锈钢罐体软化水设备
节能型逆流再生工艺,盐耗与水耗均优于传统软水器。,尤其适用于四川地区天府之国与西部电子高地的用水场景

玻璃钢树脂罐软水装置
采用优质钠型阳离子交换树脂,有效降低水质硬度,防止结垢。,尤其适用于四川地区天府之国与西部电子高地的用水场景

食品级软化水处理设备
全自动控制阀按流量或时间再生,单/双罐可灵活组合,产水不间断。

地下水除硬软水设备
罐体采用玻璃钢或不锈钢材质,承压耐腐蚀,长期使用无渗漏。,尤其适用于四川地区天府之国与西部电子高地的用水场景

一用一备软化水机组
广泛配套锅炉、空调、换热器、纺织印染、宾馆酒店等系统。

逆流再生软水器
节能型逆流再生工艺,盐耗与水耗均优于传统软水器。,尤其适用于四川地区天府之国与西部电子高地的用水场景

顺流再生软化水设备
采用优质钠型阳离子交换树脂,有效降低水质硬度,防止结垢。,尤其适用于四川地区天府之国与西部电子高地的用水场景

小型一体式软水装置
全自动控制阀按流量或时间再生,单/双罐可灵活组合,产水不间断。,尤其适用于四川地区天府之国与西部电子高地的用水场景

工业大流量软化水系统
罐体采用玻璃钢或不锈钢材质,承压耐腐蚀,长期使用无渗漏。

智能监控软水设备
广泛配套锅炉、空调、换热器、纺织印染、宾馆酒店等系统。,尤其适用于四川地区天府之国与西部电子高地的用水场景

井水软化除垢装置
节能型逆流再生工艺,盐耗与水耗均优于传统软水器。,尤其适用于四川地区天府之国与西部电子高地的用水场景
多介质过滤器
多介质过滤+活性炭吸附组合工艺,有效去除悬浮物、胶体与有机物。
石英砂过滤设备
玻璃钢/不锈钢罐体可选,承压稳定,耐腐蚀,适合多种工况。,尤其适用于四川地区天府之国与西部电子高地的用水场景
活性炭过滤器
手动/自动控制阀可配,维护频率低,运行成本可控。,尤其适用于四川地区天府之国与西部电子高地的用水场景
锰砂除铁锰过滤器
用于预处理与终端精滤,配套反渗透、超滤等深度处理单元效果更佳。,尤其适用于四川地区天府之国与西部电子高地的用水场景
袋式过滤器
反冲洗强度均匀,滤料利用率高,整机寿命长。,尤其适用于四川地区天府之国与西部电子高地的用水场景
不锈钢保安过滤器
多介质过滤+活性炭吸附组合工艺,有效去除悬浮物、胶体与有机物。
自清洗网式过滤器
玻璃钢/不锈钢罐体可选,承压稳定,耐腐蚀,适合多种工况。,尤其适用于四川地区天府之国与西部电子高地的用水场景
叠片式过滤器
手动/自动控制阀可配,维护频率低,运行成本可控。
浅层砂过滤装置
用于预处理与终端精滤,配套反渗透、超滤等深度处理单元效果更佳。
精密滤芯过滤器
反冲洗强度均匀,滤料利用率高,整机寿命长。,尤其适用于四川地区天府之国与西部电子高地的用水场景
超滤水处理设备
多介质过滤+活性炭吸附组合工艺,有效去除悬浮物、胶体与有机物。
井水一体化过滤机组
玻璃钢/不锈钢罐体可选,承压稳定,耐腐蚀,适合多种工况。
自动反冲洗过滤器
手动/自动控制阀可配,维护频率低,运行成本可控。
碳钢衬胶过滤设备
用于预处理与终端精滤,配套反渗透、超滤等深度处理单元效果更佳。,尤其适用于四川地区天府之国与西部电子高地的用水场景
玻璃钢介质过滤罐
反冲洗强度均匀,滤料利用率高,整机寿命长。,尤其适用于四川地区天府之国与西部电子高地的用水场景
循环水旁滤装置
多介质过滤+活性炭吸附组合工艺,有效去除悬浮物、胶体与有机物。
双联袋式过滤机组
玻璃钢/不锈钢罐体可选,承压稳定,耐腐蚀,适合多种工况。,尤其适用于四川地区天府之国与西部电子高地的用水场景
河水净化过滤设备
手动/自动控制阀可配,维护频率低,运行成本可控。,尤其适用于四川地区天府之国与西部电子高地的用水场景
前置预处理过滤系统
用于预处理与终端精滤,配套反渗透、超滤等深度处理单元效果更佳。,尤其适用于四川地区天府之国与西部电子高地的用水场景
智能压差过滤设备
反冲洗强度均匀,滤料利用率高,整机寿命长。








